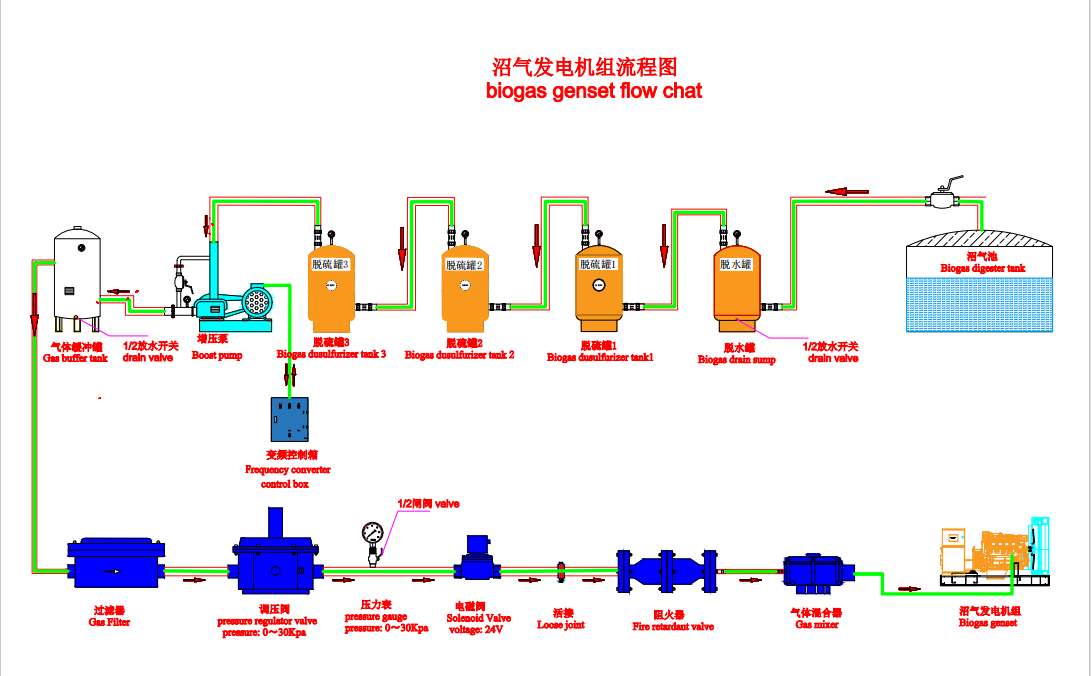
BIOGAS GENSET FLOW CHAT INTRODUCTION:
The biogas comes out of the biogas digestor tank and first goes through a biogas drain sump and three desulfurizer tanks.
By then, the H2S drops to 200ppm.
Next, it reaches the booster pump. Here,you can see a frequency converter control box—you can switch the frequency you need.
Then the biogas enters biogas buffer tank .
After that, it passes through the gas filter, the pressure regulator valve, the solenoid valve, and Fire retardant valve.
Finally, it goes into the gas mixer, where it combines with fresh air that’s been filtered by air filter. This mixed gas then flows into the biogas generator set.
Oh, and between the pressure regulator and the solenoid valve, we installed a pressure gauge to monitor the incoming gas pressure.
The pressure setting depends on the methane content—if the methane component is low, the inlet pressure needs to be 9–10 kPa, but it should never drop below 5 kPa. If the pressure gauge shows a reading that’s too low or too high, we’ll need to adjust the pressure regulator valve.
Biogas Digester: It is a device that utilizes microbial fermentation (anaerobic fermentation) to convert organic waste (such as crop straw, human and animal manure, etc.) into biogas. Biogas is a renewable energy source, with methane (CH₄) and carbon dioxide (CO₂) as its main components.
Reason for Installing a Desulfurizer Tank: Biogas contains a certain amount of hydrogen sulfide (H₂S), which is a toxic and highly corrosive gas. Hydrogen sulfide not only damages biogas equipment, shortening its service life, but also produces harmful gases such as sulfur dioxide during combustion, causing environmental pollution. The desulfurizer tank effectively removes hydrogen sulfide from biogas through physical methods, improving the quality of biogas.
Function of the Booster Pump: It increases the pressure of the gas in the pipeline, usually set between 5-15 kPa.
Function of the Frequency Converter Control Box: It controls the rotate speed of the booster pump.
Function of the Gas Buffer Tank: It stores biogas to prevent the generator set from shutting down due to insufficient air inlet when the load suddenly increases or decreases.
Function of the Filter: It removes impurities from biogas.
Function of the Pressure Regulating Valve: The minimum inlet pressure setting should not be lower than 5 kPa. Our pressure regulating valves are manually adjusted. If the biogas concentration is low, the pressure should be increased; if the concentration is high, the pressure should be decreased. Excessively high methane concentration may cause the flame propagation speed during biogas combustion to be too fast, resulting in unstable combustion and easily causing detonation or shutdown. This affects the normal operation of the generator set and reduces power generation efficiency. High concentrations of methane may also produce excessively high temperatures during combustion, causing thermal stress damage to components such as the combustion chamber, cylinder liner, and exhaust pipe of the biogas generator set, shortening the equipment's service life.
Function of the Solenoid Valve: The solenoid valve uses electromagnetic force to control the flow of fluids (such as gases and liquids) and is a type of shut-off valve. When the unit malfunctions or explodes, it blocks the gas path to prevent backfire.
Function of the Flame Arrester: It prevents the propagation of flames, protecting equipment and system safety. When the unit malfunctions or explodes, it blocks the gas path to prevent backfire.
The system consisting of the gas filter, pressure regulating valve, pressure gauge, solenoid valve, and Fire retardant valve is called the Safe Gas Transmission System.









































